
Désanodisation :
Prendre la pièce et la trempé dans un mélange de soude et d'eau chaude, attendre jusqu'à la décoloration complète de la pièce !
Anodisation :
Depuis l’existence de l’électricité, on anodise l’aluminium afin de rendre sa surface très dure et isolante électriquement. Ce traitement de surface confère à la pièce aluminium une protection contre l’usure, anticorrosion due à l’oxydation et aux phénomènes électrolytiques naturels (pièces de matière métallique différente en contact, production d’une f.e.m.). On parle aussi d’oxydation d’alumine forcée.
Nous reconnaissons l’aluminium anodisé par son aspect doux au toucher et mat, lorsqu’on passe une lame de scie, elle a tendance à glisser. L’aluminium non traité est brillant et assez tendre, les traces de doigts sont visibles, sa surface est facilement “rayable”.
En fait, on vient oxyder une pièce d’aluminium avant qu’elle ne s’oxyde d’elle même (!?) Pourquoi ?
Parce que l’oxydation naturelle d’aluminium incontrôlée, ne forme pas de barrière étanche ! Pendant l’anodisation “forcée”, une couche d’alumine se forme sur la pièce. Dans l’industrie du “papier de verre’, on utilise l’alumine (dépôt blanc) appelé Corindon qui constitue l’abrasif. C’est dire sa dureté !
Il y a plusieurs formes d’anodisations d’aluminium dans l’industrie, dont les trois plus courantes:
Anodisation d’aluminium chromique
Anodisation d’aluminium sulfurique
Anodisation d’aluminium phosphorique
Anodisation chromique :
C’est de loin la meilleure, très utilisée dans l’aviation. L’anodisation sulfurée de l’aluminium peut réduire la résistance à la fatigue d’une pièce Acide Chromique malgré sa dureté de surface. Si cette pièce devait subir des efforts élevés, les industriels vont préférer cette technique. Pour nous “bricoleurs”, l’anodisation chromique s’avère impossible à mettre en œuvre. Le bain électrolytique étant constitué de trioxyde de chrome anhydre ou Acide Chromique. Composant chimique extrêmement toxique qui n’est livré qu’en tonneaux de 200 litres et qu’aux industriels. Il se présente sous forme de boules rouges à mélanger à de l’eau distillée.
Anodisation sulfurique :
C’est cette solution que nous allons préférer, l’acide sulfurique s’achète facilement dans toutes les grandes surfaces de Acide Sulfurique bricolage et est dilué à 30 à 40%. A ce sujet il est vivement conseillé d’utiliser gants plastique et lunettes. IMPORTANT ! Ne versez jamais l’eau dans l’acide, mais l’inverse (éclaboussures). On ne compte pas les accidents d’yeux brulés par les projections d’acide (l’œil devient blanc à la moindre goutte). Versez l’acide le goulot le plus près possible de la surface de l’eau et doucement en éloignant le visage des risques de projections… (Un masque plexi est bien meilleur). Soyez proches d’un évier afin de vous rincer abondamment à l’eau en cas d’accident ! Dans la manipulation des acides, il ne faut rien improviser !!!
ATTENTION ! Cette technique appelée aussi “Anodisation dure” peut faire chuter la résistance à la fatigue de la pièce aluminium ! Préférez des pièces comme les leviers de gaz ou de starter, ou des pièces épaisses, tout l’accastillage de cabine. Evitez par exemple les “U” de support d’aile et toutes les pièces où les contraintes sont élevées.
Anodisation phosphorique :
Méthode utilisée par les industriels pour rendre la surface adhérente aux laques (peintures Epoxy). Cette méthode ne nous concerne pas, elle est utilisée souvent dans l’industrie des portes et fenêtres aluminium.
Bac d'anodisation.
L’anodisation dure, comment ça fonctionne ?
L’anodisation est réalisée par un bain électrolytique sous une tension de 12v en courant continu (Chargeur de batterie, batterie auto ou batterie au plomb gélifié). Dans un récipient en verre ou en plastique (métal interdit), on verse 2/3 d’eau distillée et 1/3 d’acide sulfurique.
La pièce aluminium à traiter doit être connectée au pôle + (Anode), Il ne doit pas être immergé de métal autre que de l’aluminium. Pour ce faire réaliser un “crochet” avec une baguette aluminium où l’on vient placer la pièce au bas et Pôle + Pôle -la pince crocodile + en dehors de la surface du bain…
Le Pôle – (Cathode), sera réalisé en graphite (mine de crayon de charpentier ou maçon). La pince crocodile du Pôle – sera donc posée au dessus de la surface du bain.
L’ampèremètre et le rhéostat ne sont pas obligatoires, cela sert à contrôler l’Intensité circulant dans le bain en sachant qu’il faut approximativement entre 1 A et 1,5 A par dm2 de surface à traiter. Comme pour nous il ne s’agit que de pièces de petite taille, le raccordement en direct (sans l’ampèremètre et le rhéostat) fera l’affaire (100 à 300 mA).

La pièce à traiter doit être polie (à la paille d’acier) et dégraissée (lavage avec liquide de vaisselle et séchée sur papier journal). Ne pas la toucher avec ses doigts après cette phase, au moment de la coloration vous aurez alors de belles empreintes digitales indélébiles, dignes de la série TV “Les experts” ! Une pièce grasse et sale donnera des auréoles après anodisation !
La tension de 12 v est une moyenne acceptable, la pièce (selon la taille) sera en électrolyse pendant 30 à 45 minutes. Il est préférable de faire des essais sur des chutes d’aluminium de surface similaire. L’anodisation doit être uniforme et sans auréoles, vous verrez plus bas au moment de la coloration l’importance de l’absence d’auréoles.
Rôle de la tension (volts):
Si vous réduisez la tension, l’anodisation sera lente. Si vous l’augmentez, elle sera rapide. Cette vitesse est la vitesse de dissolution:
Si la vitesse de dissolution > la vitesse d’oxydation on obtient un décapage
Si la vitesse de dissolution = la vitesse d’oxydation on obtient un polissage électrolytique
Si la vitesse de dissolution < la vitesse d’oxydation on obtient une anodisation
Pièce alu décapée (essais à 35 v)Vous devez faire des essais, la tension de 12 v est un bon compromis. J’ai fais un essai sur une pièce à 35 v et voici le résultat au bout de 30 minutes (photo de droite), la pièce a été décapée.
La pièce à traiter va être “posée” sur le crochet en aluminium. Le contact électrique se fera de lui même. L’anodisation “passera” sur toute la pièce, même les parties touchant le crochet.
Lors de la mise sous tension vous verrez des petites bulles jaillir de la cathode (mine de crayon) et quelques micros bulle à peine perceptibles de l’anode. Cela est le signe du bon fonctionnement de l’anodisation, tout est correct électriquement.
Pose de la pièce à traiter sur le crochet (anode) Tout est prêt pour verser le bain électrolytique. Mise sous tension, l'électrolyse peut commencer...Des bulles s'échappent de la cathode...
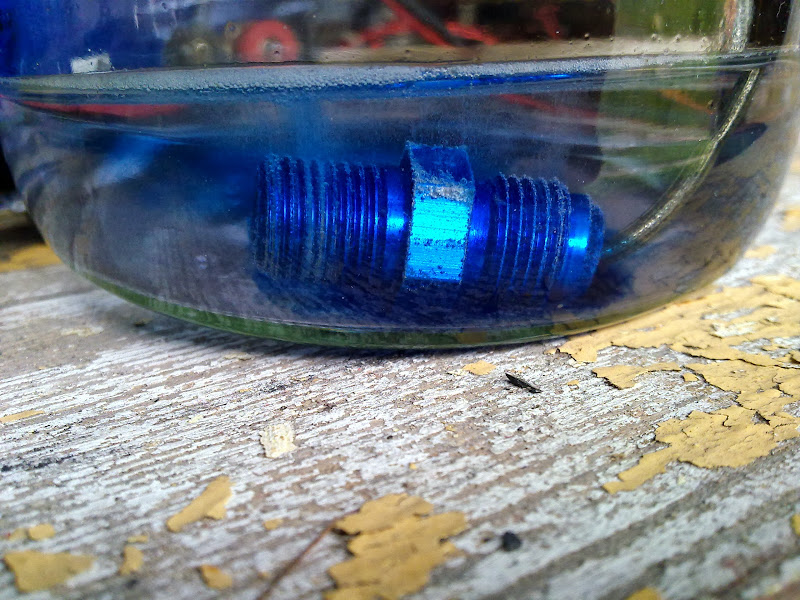
Bas de la pièce anodisée
Après 30 minutes d’électrolyse, la pièce d’essais est sortie du bain et rincée à l’eau courante. Attention aux doigts, l’acide ça irrite !


LA COLORATION :
A présent, c’est l’étape la plus agréable après anodisation, la coloration ! Votre pièce aluminium aura du plus bel effet dans votre cabine Ulm, vous aurez alors l’impression d’une belle pièce d’usine.
Comment procéder ?
Tout d’abord, vous allez dans une boutique de fournitures scolaires pour acheter de l’encre de stylo plumes. Bleu, rouge, vert et même noir si ça vous chante selon votre choix. Si vous n’en trouvez pas en pots, vous pourrez toujours vider des cartouches… C’est un peu plus long, il en faut tout de même quelques unes.
Versez l’encre dans une vieille casserole (extrêmement important la casserole, vous verrez pourquoi…). Trempez votre pièce aluminium traitée, ressortez là, rincez et, miracle de la chimie, votre pièce est toute colorée. Que s’est-il passé alors que l’encre ne tient pas sur l’aluminium non anodisé ?
Lors de l’anodisation, la couche d’alumine de quelques microns, s’est “posée” en nids d’abeilles microscopiques (photo de droite). L’encre a pénétré les parties “vides” et ne peut s’effacer.
Pourquoi utiliser de l’encre, en fait cela vient de ses pigments extrêmement fins. Si vous utilisez d’autres colorants, les pigments beaucoup plus “grossiers”, ne pénétreront pas les vides et la coloration n’aura pas lieu.
Vous pensez en avoir fini ? Que nenni ! Il faut à présent, afin que votre pièce possède toutes les qualités de résistance à l’usure, procéder à son “colmatage”.
Dernière phase, le colmatage :
Lorsque vous plongez votre pièce aluminium dans l’encre, vous posez votre casserole sur la gazinière et allumez à feu doux. Dès le crépitement, juste avant l’ébullition, maintenir celui-ci pendant 5 minutes en levant et baissant la casserole. Attention ! L’encre “monte” comme le lait, le débordement est une cause de divorce assuré (ça tâche et ça brule). Sortir la pièce et rincer. C’EST TERMINE !



Le colmatage a “fermé” les alvéoles et l’encre est restée emprisonnée à tout jamais, assurant une grande résistance à l’usure de votre pièce et une isolation électrique parfaite.
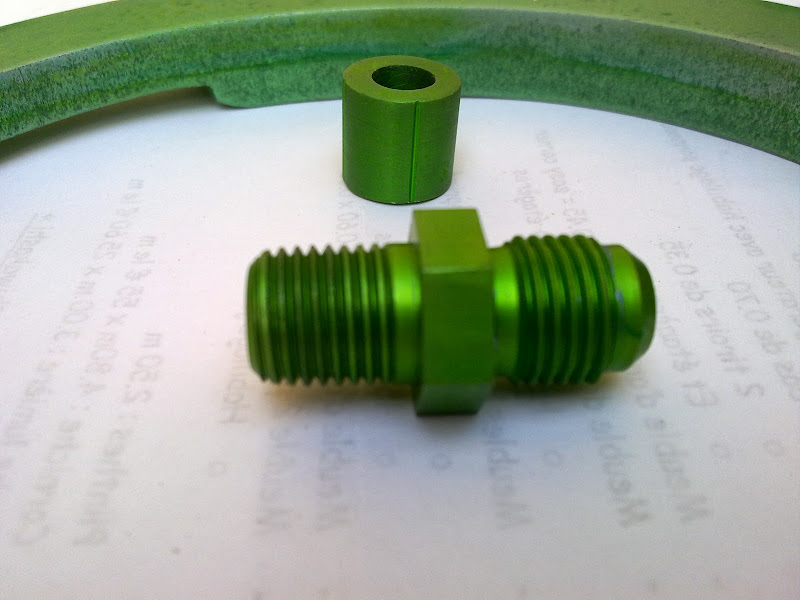
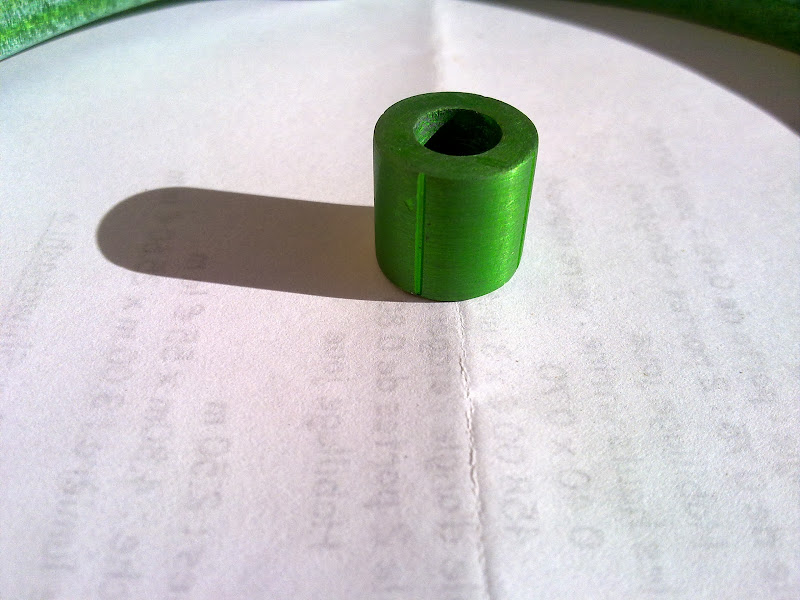
Quelques exemples...C'est du plus bel effet...
Le résultat d’une anodisation avec une pièce mal polie ou mal nettoyée se voit à la coloration… A éviter. Plus la préparation aura bien été effectuée en amont, et plus le résultat en sera spectaculaire !
D.M.
http://www.ulm-actualite.info/index.php/anodisation-aluminium-ulm












![:]](./images/smilies/8.gif "Dan.San")


































 je parlais des attaches capot
je parlais des attaches capot  Alors je n'ai rien dit
Alors je n'ai rien dit 


 je l'ai adoptée
je l'ai adoptée 






